#schweisstechnikno1 Ihr Profi für Schweiss- und Schleiftechnik
Cookie-Einstellungen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Konfiguration
Technisch erforderlich
Diese Cookies sind für die Grundfunktionen des Shops notwendig.
"Alle Cookies ablehnen" Cookie
"Alle Cookies annehmen" Cookie
Ausgewählter Shop
CSRF-Token
Cookie-Einstellungen
Individuelle Preise
Kunden-Wiedererkennung
Kundenspezifisches Caching
PayPal-Zahlungen
Session
Währungswechsel
Komfortfunktionen
Diese Cookies werden genutzt um das Einkaufserlebnis noch ansprechender zu gestalten, beispielsweise für die Wiedererkennung des Besuchers.
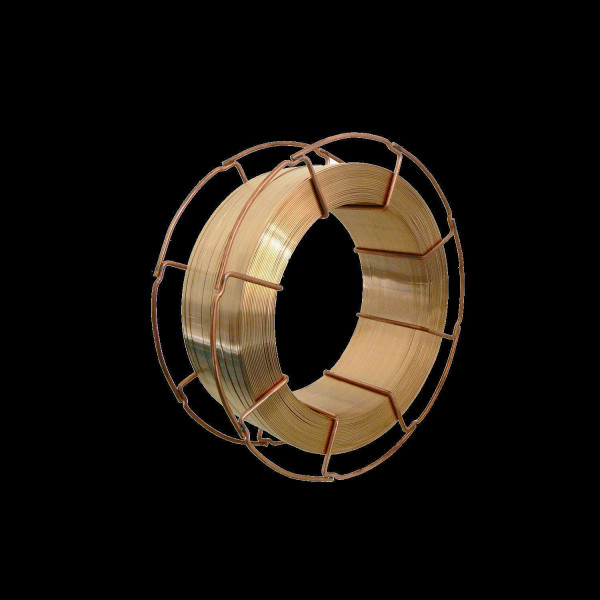
Die Drahtelektrode CrMo 2 besteht aus niedriglegiertem Chrom- Molybdänhaltigem Stahl und ist zum MAG-Schweißen warmfester Stähle geeignet. Die Vorwärmtemperatur sollte zwischen +200 und +350°C liegen und die Zwischenlagentemperatur solle Maximal +350°C betragen. Die Wärmebehandlung nach dem Schweißen sollet mindestens 30 Minuten andauern, bei Temperaturen von +700 bis maximal +750°C. Die darauf folgende Abkühlung erfolgt an ruhender Luft.
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.