#schweisstechnikno1 Ihr Profi für Schweiss- und Schleiftechnik
Cookie-Einstellungen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Konfiguration
Technisch erforderlich
Diese Cookies sind für die Grundfunktionen des Shops notwendig.
"Alle Cookies ablehnen" Cookie
"Alle Cookies annehmen" Cookie
Ausgewählter Shop
CSRF-Token
Cookie-Einstellungen
Individuelle Preise
Kunden-Wiedererkennung
Kundenspezifisches Caching
PayPal-Zahlungen
Session
Währungswechsel
Komfortfunktionen
Diese Cookies werden genutzt um das Einkaufserlebnis noch ansprechender zu gestalten, beispielsweise für die Wiedererkennung des Besuchers.
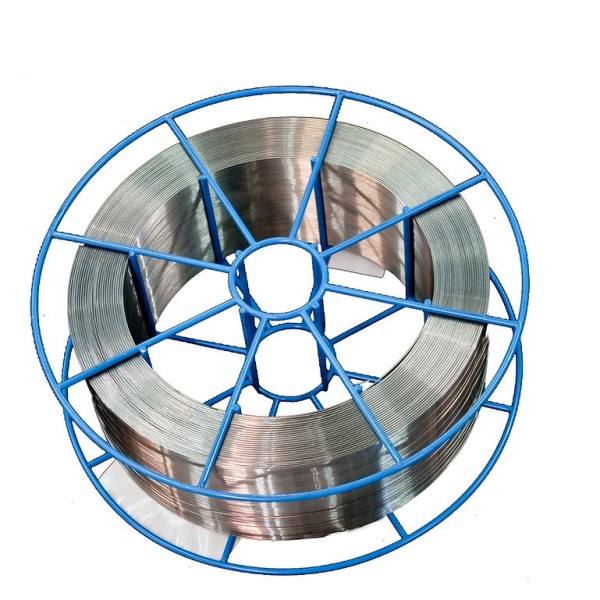
Die Drahtelektrode 309 L ist aus austenitischem Chrom-Nickelstahl und hat einen besonders niedrigen Kohlenstoffgehalt. Sie ist geeignet zum MIG/MAG-Schweißen an nicht-rostenden Plattierungen und artverschiedenen Stählen. Bereits in der ersten Lage sind Plattierungen und Pufferlagen korrosionsbeständig. Bei Wurzelschweißungen besteht auch bei höheren Aufschmelzgraden keine Gefahr der Martensitbildung. Die Betriebstemperaturen bei Schwarz-Weiß-Verbindungen, sowie bei längerer Glühbehandlung sollte +300°C nicht überschreiten, andernfalls sollten Nickelbasis-Schweißzusätze verwendet werden.
Gefüge: Austenit mit erhöhtem Gehalt an Deltaferrit
Anwendbare Schutzgase: M 11, M 12
Stromart/Polung: =+
Zulassung: TÜV, CE
Schweißgut für Betriebstemperaturen bis +300°C
Anwendungsbereiche
Artverschiedene Stähle (Schwarz-Weiß-Verbindungen), Plattierungen und Pufferlagen
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.






 Migatronic AUTOMIG 273 CL4 MPS-4TF, robust & stufengeschaltet, MIG/ MAG,
Migatronic AUTOMIG 273 CL4 MPS-4TF, robust & stufengeschaltet, MIG/ MAG, 


